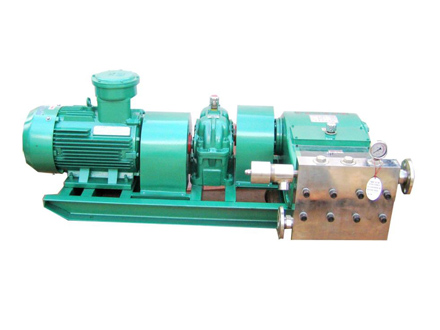
Bomba química multietapaes un tipo de bomba de alta eficiencia y ahorro de energía compuesta por múltiples cuerpos de bomba, utilizada principalmente para transportar procesos o transferencias de líquidos a alta temperatura y alta presión, inflamables y explosivos, corrosivos, libres de contaminación o microcontaminación, para transportar medios que contienen partículas suspendidas también tiene una buena adaptabilidad. Sus características estructurales y rango de aplicación son las siguientes:
Características de la estructura de la bomba química de etapas múltiples:
(1) consta de una pluralidad de cuerpos de bomba, cada cuerpo de bomba tiene un rotor y un estator;
(2) Todos los cuerpos de bomba están conectados por acoplamiento para formar un sistema de cuerpo de bomba completo;
(3) Se usa un sello mecánico doble entre el cuerpo de la bomba para asegurar el sello entre el cuerpo de la bomba;
(4) El interior del cuerpo de la bomba está hecho de materiales resistentes a la corrosión de alta calidad para garantizar que el medio no esté contaminado;
(5) El caudal y la cabeza de la bomba se modifican mediante el control del motor de conversión de frecuencia.
Rango de aplicación de la bomba química multietapa:
Las bombas químicas multietapa se utilizan ampliamente en los siguientes campos:
(1) Industria petroquímica: utilizada para transportar medios químicos de alta temperatura, alta presión, tóxicos, inflamables y explosivos o corrosivos, como etileno, benceno, metanol, etc.;
(2) Industria energética: se utiliza para transportar agua de alimentación de calderas, agua circulante de refrigeración, agua a alta presión, etc.;
(3) Industria textil: transporte de lodos de fibras químicas, lodos textiles, etc.;
(4) Industria de alimentos y bebidas: transporte de leche, jugo, salsa de soja, etc.;
(5) Industria metalúrgica minera: transporte de pulpa de metal, líquido de lixiviación, líquido de lavado ácido, etc.
En resumen, la bomba química multietapa tiene las ventajas de una estructura razonable, alta eficiencia, ahorro de energía y protección ambiental, y es un equipo indispensable e importante en muchas industrias, como la industria química, la energía eléctrica, la minería y la alimentación.